- The impellers are designed for smooth performance and maximize efficiency. Each is dynamically balanced for quiet vibration free operation and extended bearing life.
- Each pump comes standard with high efficient 3450 RPM motors for peak performance and lower operating costs.
- Our mechanical seals prevent leaking with standard seals good up to 250°F at 175 psi. Optional seals can go up to 400° F.
- Carbon steel tanks are standard with mounting feet so they can be easily secure to foundation. SS tanks optional.
- Optional control panels come standard with UL label.
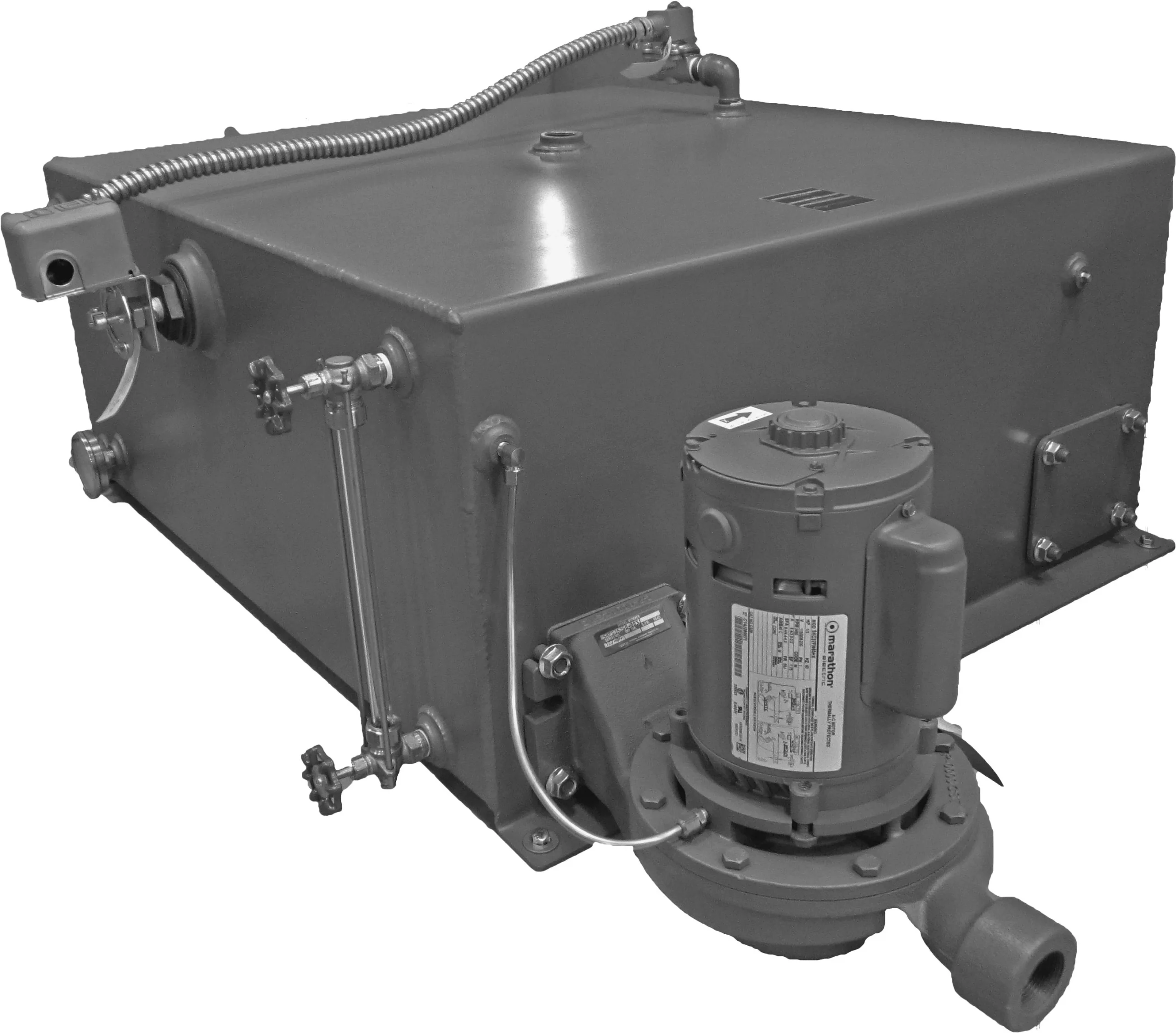
MEPCO Sentinel® Boiler Feed Pumps are designed for installations where it is critical to maintain boiler water level within narrow limits and automatically provide make-up water from an outside source. A Boiler Water Line Controller is installed at the boiler water line when more water is required the float operated switch in the Controller starts the pump motor. Water level in the pump receiver is maintained by using an electric solenoid water make-up valve activated by a reverse acting float switch. Some typical applications for the Sentinel® Boiler Feed Pump can be used in a gravity return comfort heating system, low pressure boilers or low pressure process equipment.